Технологія холодного кування своїми руками
Милуючись красою ажурної металевої огорожі або захоплюючись неймовірним витим візерунком на перилах залізних сходів, мало хто замислюється над тим, що виготовлені вони методом холодного кування. Навчитися втілювати красу в металі можна без особливих зусиль. Для цього достатньо мати мінімальні навички роботи з металом і мати спеціальні верстати для холодного кування.

Що таке холодне кування? Які потрібні для неї верстати? Що можна зробити на цих верстатах? Відповіді на ці запитання ви знайдете у нашій статті.

Холодне кування правильніше буде назвати – механічним згинанням металевого прута на спеціалізованих верстатах, для надання йому форми задуманої виробником. Згинання лозин у верстаті, можна проводити як у ручну за допомогою важелів, так і із застосуванням електромоторів. Крім металевого прута, методом холодного кування можна згинати труби невеликого діаметру, вузькі залізні смуги та арматуру. Із застосуванням методу холодного кування виробляються:
- Виті огорожі.
- Прикраси для житлових споруд.
- Візерункові ворота.
- Огородження для балконів та сходів.
- Металеві садові лавки.
- Прикраси для альтанок та ліхтарів.
- Велика кількість варіантів ґрат.

Освоївши метод холодного кування, з легкістю зможете почати свою справу з виробництва виробів з металу. При цьому початкові фінансові вкладення вам знадобляться тільки на закупівлю верстатів, а якщо ви виготовите верстати своїми руками, то можна обійтися мінімальними витратами.
Зміст
- Верстати для холодного кування
- Верстат «равлик»
- Верстат торсійний
- Верстат “гнутик”
- Верстат «хвиля»
- Верстат – прес
- З’єднання та фарбування деталей
- Вироби вироблені методом холодного кування
Верстати для холодного кування
Нижче ми наведемо вам інструкції з самостійного збирання верстатів для холодного кування.
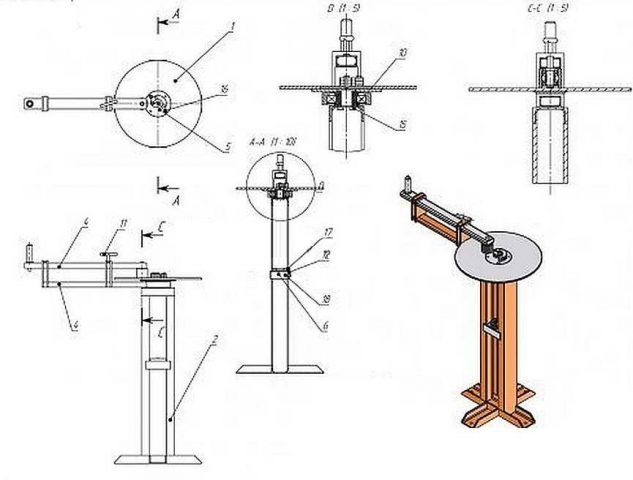
Верстат «равлик»
Виготовлення верстата «равлика», це один із прикладів самостійного конструювання, при цьому давати поради з точною вказівкою розмірів усіх деталей немає сенсу. Вам потрібно орієнтуватися на своє уявлення про роботу верстата, як і що гнутися, скільки витків спіралі буде достатньо для якісної роботи, якого розміру буде важіль зі стільницею. Якщо ви зрозумієте суть процесу виготовлення верстата, то сама збірка не викличе особливих труднощів.

Виготовлення основних вузлів верстата
Каркас.
Процес згинання залізного прута, що піддає верстат сильним навантаженням, тому при виготовленні каркаса для «равлика», використовується лише металеві куточок, швелер або товстостінна труба. Не робіть каркас із дерев’яних брусів, такий стіл не витримує тривалих навантажень та руйнується.
Стільниця.
Стільниця для «равлика» виготовляється з металевої плити вирізаної у формі кола, товщиною не менше 4мм. З цієї ж плити вирізається друга стільниця, що повторює форму першої. На другій стільниці розміщуватимуться сегменти равлики та проводиться згинання виробів. У процесі холодного кування, стільниця бере на себе основну частину навантаження, тому не потрібно економити і робити її з тоншого листа заліза.
Основний вал та важіль.
Основний вал розміщується по центру між стільницями та кріпиться до основи за допомогою чотирьох прямокутних трикутників. Виготовити вал можна із товстостінної труби потрібного діаметра.
Важіль кріпиться до валу за допомогою кільця і обертається навколо нього, додатково на важіль встановлюється ролик для згинання лозин на верхній стільниці.
Розмітка та монтаж навісних деталей
Залежно від того, чи бажаєте ви виробляти тільки однотипні зразки або вам потрібні більш художні вироби, існує три варіанти пристрою «равлики».
Варіант №1.
Це найпростіший із трьох варіантів, суть його в тому, що на стільниці промальовується контур спіралі.

По своїй суті це малюнок майбутніх виробів, які ви будете виробляти на верстаті. Після нанесення схеми достатньо вирізати з товстих смуг заліза різної ширини, кілька сегментів, що повторюють лінію малюнка і приварити їх по розмітці до стільниці. На такому статичному «равлику» ви зможете робити найпростіші вигини.
Варіант №2.
Другий варіант є найпопулярнішим серед саморобних верстатів, він передбачає виготовлення розбірного равлика зі знімних частин. Уздовж контурів розмітки висвердлюються отвори, у яких нарізається різьблення. Далі, з картону чи фанери виготовляються шаблони для сегментів-упорів і з них з металу робляться накладки. На завершення, в накладках висвердлюються отвори, які повинні збігтися з посадковими гніздами на стільниці. Для закріплення сегментів використовуються в основному болти, але ви можете зробити і циліндричні упори. Дана конструкція «равлика» дозволить на одному верстаті виробляти спіралеподібні заготовки з різними радіусами.

Варіант №3.
У третьому варіанті замість розбірних сегментів-упорів виготовляються кілька знімних модулів з різними варіантами равлики, які змінюються в міру необхідності. Модуль робиться шматок заліза на який наварені сегменти повторюючі частини спіралі.

Складання верстата.
- Встановіть каркас на місці, де ви матимете вільний доступ до верстата з усіх боків.
- Забетонуйте ніжки каркаса в підлозі або закріпіть каркас іншим способом.
- Приваріть до каркаса основну стільницю.
- Встановіть основний вал приваривши його до стільниці та зміцнивши трикутниками.
- Надягніть на вал важіль, що обертається.
- Встановіть верхню стільницю, приваривши її до основного валу.
- Встановіть на стільницю сегменти равлика.
Після збирання проведіть пробне згинання прута.
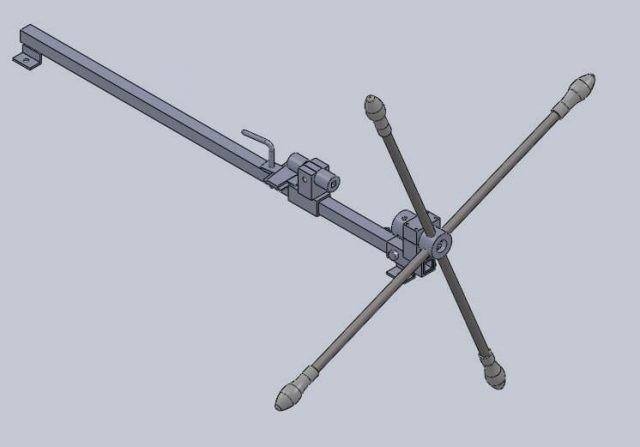
Верстат торсійний
Даний верстат призначений для одновісного поздовжнього скручування заготовки із прутка поперечної або квадратної форми.

Для основи торсійного верстата використовуються швелер або двотавр. До нього за допомогою зварювання приєднують товсту залізну смугу, на яку встановлюють лещата для затиску нерухомої частини прута. Тиски закріплюються чотирма болтами діаметром М16 або більше. Для збільшення міцності затиску прутка, на лещата наварюються рифлені пластини з листової сталі. З протилежного боку основи встановлюються напрямні ролики, до яких приєднується затискний вузол для рухомої частини заготовки. Його виготовляють із сталевої втулки, в якій необхідно передбачити отвори для затискних болтів, розташованих під кутом 120 градусів. Болти повинні мати плоский торець та бути виготовлені з якісної сталі. Обидва затискні пристрої повинні розташовуватися співвісно, для цього їх необхідно перевірити за допомогою рівня, слюсарного косинця і штангенциркуля.

Далі необхідно виготовити ручку для прокручування рухомої частини затиску. Її важіль повинен бити якомога довше, для зниження прикладеного зусилля. Саму рукоятку краще зробити з гумовою втулкою, для виключення прослизання руки під час роботи.
Після повного складання верстата його перевіряють на надійність роботи рухомих елементів та точність виробництва деформації прутка. Після перевірки верстат кріпиться до опорної рами.
Верстат “гнутик”
Щоб якісно сформувати кут у виробі, що виробляється методом холодного кування, вам знадобиться верстат під назвою «гнутик». Він складається із сталевої пластини з рухомим упором на яких знаходяться два опорні вали та важіль.

Заготовка міститься між клином і опорними валами. Після цього за допомогою важеля відбувається зміщення клина у напрямку до валів, що призводить до вигину заготовки.
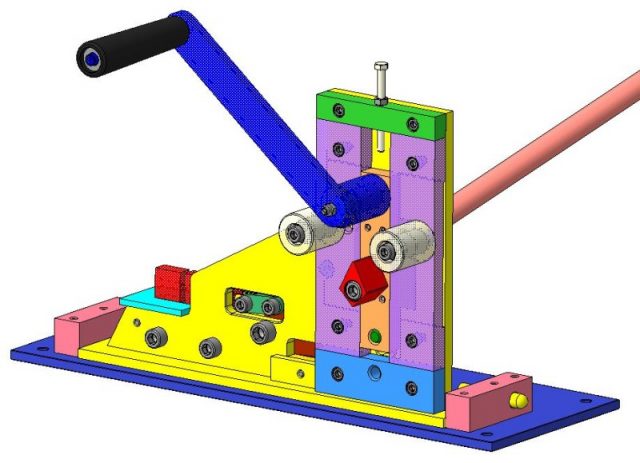
Виготовити такий верстат досить просто, головне слідувати наведеному кресленню та використовувати інструментальну сталь, оскільки під час роботи на частині пристрою проводиться велике навантаження.
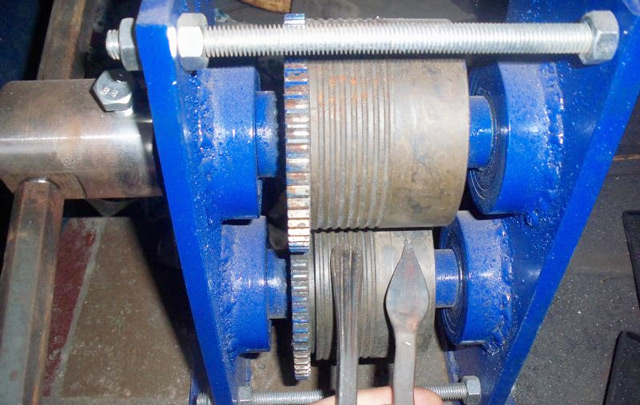
Верстат «хвиля»
Правильніше назвати цей верстат – керована хвиля. Оснащення верстата складається з пари сталевих дисків діаметром 140 мм, які кріпляться за допомогою болтів до робочої стільниці. На провідному диску закріплено вісь обертання універсального коміра.
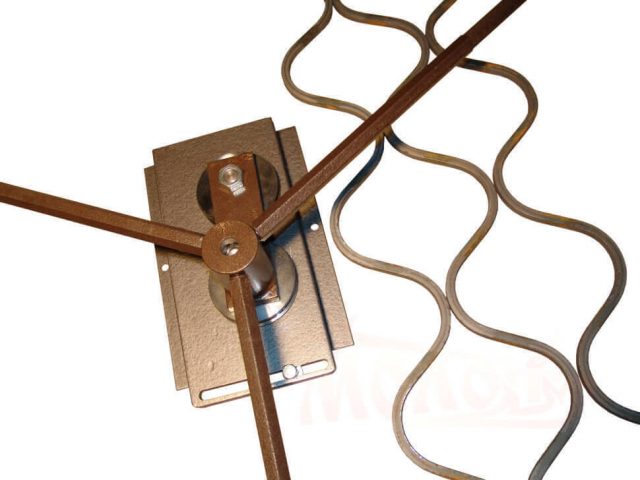
Керування хвилею відбувається через зміну відстані між дисками. При обкатуванні коміром прутка навколо ведучого диска відбувається формування візерунка, після чого пруток знімається з кондуктора і формується візерунок з іншого боку.
Верстат – прес
Для формування наконечників лозин необхідний прес. Цей верстат працює за принципом маховика, спочатку обертаючи штангу з вантажами відводять гвинтовий бойок назад до упору. Після цього вставляють у гніздо змінний штамп і ставлять заготовку. Далі швидко розкручують штангу у зворотний бік і залишають його вільно обертатися. У висновку бойок сильно б’є по хвостовику штампу, за рахунок цього розвивається достатнє зусилля для штампування.
Що стосується ручного прокатного табору, то його можна зробити самостійно, але вам все одно доведеться замовляти – валки зі спеціальної сталі, підшипникові втулки та вали, а шестерні купувати в магазині. Виготовити на такому верстаті можна лише наконечники «гусяча лапка» та «лист».
З’єднання та фарбування деталей
Елементи вироблені методом холодного кування, з’єднуються двома способами:
- Зварювання – деталі приварюються один до одного, а окалина сточується “болгаркою” або іншою шліфувальною машиною.
- Хомути – такий вид з’єднання виглядає набагато красивішим. Для хомутів використовують проштамповані смужки металу завтовшки від 1,5 мм.
Фарбування готових виробів роблять ковальськими емалями або фарбами для металу на акриловій основі.

Вироби вироблені методом холодного кування
Пропонуємо вам ознайомитися з варіантами виробів, які ви можете зробити, використовуючи метод холодного кування:

- Елемент огорожі повністю зроблений методом холодного кування. Для з’єднання деталей використано хомути. Для виготовлення використовувалися верстати: «равлика», торсіонний, «гнутик» та «ліхтарик».

- Лавка содова – виготовлена за допомогою холодного кування і обшита деревом. Для з’єднання елементів використано зварювання та хомути. У виготовленні застосовувалися верстати – “равлика”, торсіонний, прес.

- Балконні перила – метод виробництва – холодне кування. Елементи перил з’єднані за допомогою зварювання та хомутів. Верстати при виробництві, що використовуються, — «хвиля», «равлик», прес.

- Сходові перила – виготовлені за методом холодного художнього кування. Деталі з’єднані з допомогою зварювання. У виробництві використані верстати – торсіонний, “ліхтарик”, “равлик”.

- Козирок – методом холодного кування виконаний каркас козирка. Деталі з’єднані з допомогою зварювання. У процесі виготовлення використані верстати – “равлика”, “хвиля”, прес.

- Мангал – проста конструкція виготовлена за методом холодного кування. Для з’єднання деталей використані хомути та зварювання. Елементи мангалу виготовлялися на верстатах — торсіонний, «равлик».

- Двоспальне ліжко – для спинок використаний метод холодного кування. З’єднання зроблено зварюванням та хомутами. У процесі виготовлення використані верстати — «равлика», «хвиля» та прес.
Як видно з усього перерахованого вище, метод холодного кування не вимагає великих фінансових витрат і досить легкий в освоєнні, тому якщо ви вирішили почати навчання ковальській справі саме з цього методу, то ви вчинили правильно.
")











