Як швидко навчиться правильно варити сваркою?

Хороший узагальнюючий матеріал здатний заощадити зварювальникові-початківцю багато часу, допоможе обійтися без спеціальних курсів. Навчитися правильно варити сваркою не складно, для цього знання теорії і деяка кількість практики.
Без знання теорії опанувати зварювання неможливо, оскільки:
- Якісного шва не вийде.
- Можна отримати травми або травмувати інших людей.
- Можна вивести обладнання з ладу.
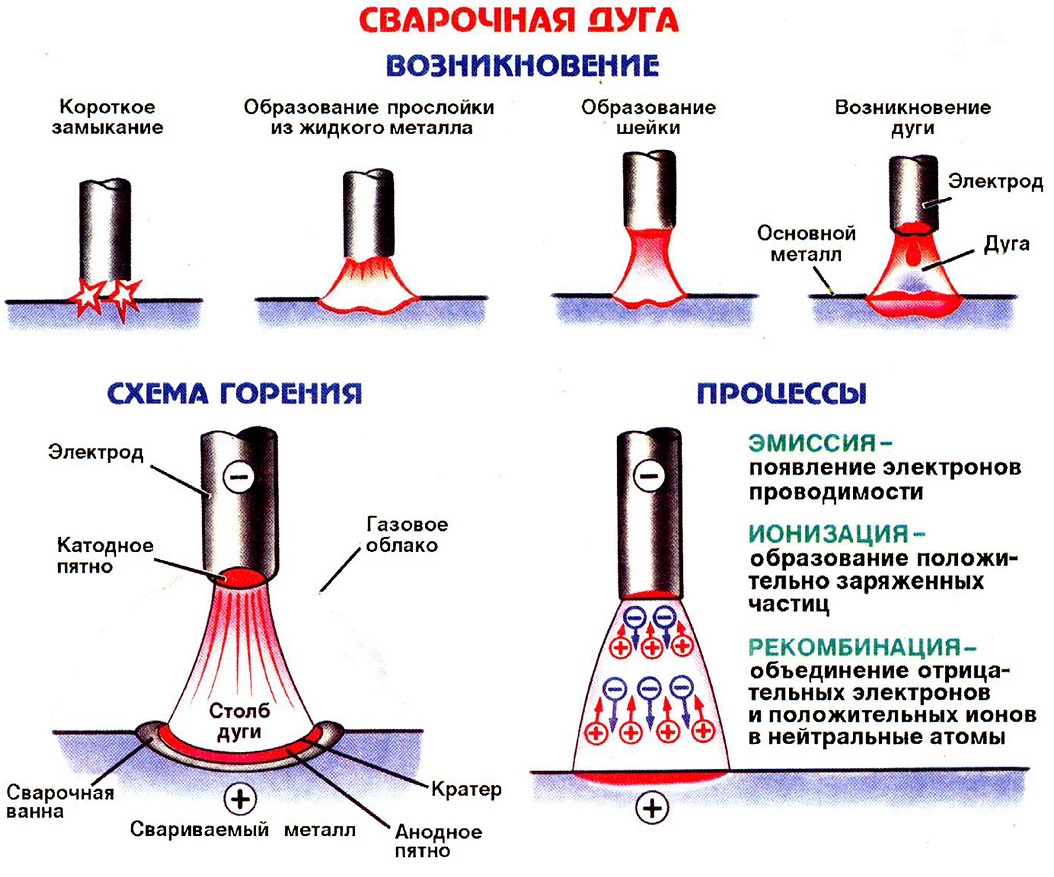
Електрозварювання – з’єднання металевих деталей сплавлення електричною дугою. Електричний струм, пропущений через проміжок між електродом і металом, викликає величезну температуру, розплавляє кромки, переносить метал з електрода в шов. Виходить, дві металеві поверхні з’єднані монолітно.
Зміст
- Техніка безпеки
- Види електрозварювання
- Технологія зварювальних робіт
- Вчимося варити електросваркою
- Вибираємо електроди
- Запалюємо дугу
- Вибираємо силу струму
- Тримаємо електрод правильно
- Рухи електрода
- Довжина дуги
- Швидкість ведення зварювання
- Положення електрода
- Варимо правильно
- Дефектуємо шов
Техніка безпеки
Електрозварювання популярне. Невеликий за габаритами апарат здатний герметично з’єднати деталі у будь-яких просторових положеннях, зварювання йде швидко та керовано. При роботі слід пам’ятати про ризики для здоров’я:
- Травма очей. Зварювальна дуга випромінює світлову енергію, яка може обпалити рогівку ока, надрукуватися на сітківці. Відчуття піску під століттями, складно моргнути, припухлості – ці симптоми проходять досить довго. Захистити очі допоможе маска із спеціальним склом, перед запаленням дуги попереджайте оточуючих вигуком: «Очі!»
- Ураження електричним струмом. Електрична дуга – пропуск електричного струму через зазор між електродом та металом. Чим більша сила струму, тим яскравіша дуга. Але якщо цей струм пройде через тіло людини, він помре. Щоб уникнути ураження електричним струмом, потрібно:
- Слідкувати за цілісністю обплетення кабелів, ізоляцією держака.
Використовувати якісні ізольовані держаки, не вистачати голими руками держак за оголені частини. - При постійній роботі взувати спецвзуття з гумовою підошвою.
Опіки шкіри. Ультрафіолет дуги і окалина, що летить на всі боки, травмують шкіру. Щоб уникнути проблем, використовуйте захисні рукавички краги. Одягатися варто лише у бавовняний або спеціально просочений одяг — зварювальну робу, джинси. Для захисту рук застосовуються бавовняні рукавиці або зварювальні краги. При зварюванні оголених ділянок шкіри не повинно бути. - Отруєння газами. Всі роботи повинні проводитися в приміщенні, що провітрюється, під витяжкою або на свіжому повітрі. Корисним буде застосування напівмасок, що фільтрують, або респіраторів.
Види електрозварювання
Виділяють кілька основних напрямів:
- MMA. Зварювання електродом у захисній обмазці. Універсальна технологія дозволяє отримати відмінний шов у будь-яких просторових положеннях. Використовуються прості апарати перетворення змінного струму на постійний, трансформаторного або інверторного типу. Сила струму залежить від товщини металу, що сплавляється і використовуваного електрода, коливається від 30 до 200 Ампер. Електрод — дротик металу, покритий обмазкою. При зварюванні обмазка розплавляється та захищає розплав від повітря.
- MIG. Зварювання серед захисного газу. Як електрод використовується дріт, що подається у зварювальну ванну з постійною швидкістю. До зони зварювання через шланг подається вуглекислий газ або суміш газів. Вони витісняють кисень та захищають зварювальний шов. Переваги такого виду зварювання – відсутність шлаку, висока якість шва, можливість варити тонкий метал.
- TIG. Зварювання кольорових металів у середовищі захисного газу за допомогою електрода, що не плавиться. Широко застосовується для з’єднання кольорових металів та сплавів.
Є кілька видів різних технологій, що застосовуються у автомобілебудуванні чи суднобудуванні. Вони вимагають особливої кваліфікації зварювальника. Навички наплавлення або ручного подавання дроту у зварювальну ванну специфічні та доступні зварювальникам вищих розрядів.
Технологія зварювальних робіт
Зварювальні роботи – з’єднання металевих деталей розплавленням кромок та додаванням присадного металу. У результаті утворюється зварювальний шов, кромки міцно з’єднані.
Ознаки якісного шва:
- Провар. Метал зварювального шва має проникнути на всю товщину. У процесі зварювання рівномірно розплавляються кромки, якщо розплавляти один бік, валик вийде нерівномірним.
- Однорідність. Стик повинен складатися із суцільного металу, без включення шлаку або раковин. Пропуски та непроплави не допускаються.
- Міцність. Після остигання шва можуть утворюватися мікротріщини.
- Відсутність підрізів. Занадто сильна дуга «підрізає» краї деталей, послаблюючи їх.
- Випукла рівномірна форма. Шлюбом вважається як зайво товстий валик, і увігнутий. Це свідчить про неправильно обрану силу струму.
Шов має бути однорідним, без зайвих «лусочок», напливів, вигинів. Ширина шва визначається з товщини деталей, що зварюються. Занадто вузький виявиться неміцним, широкий – послабить виріб.
Перед з’єднанням деталей потрібно:
- Визначити вид з’єднання – встик, внахлест, кутове, таврове з’єднання.
- Визначити просторове положення – вертикальне, горизонтальне, стельове.
- Оцінити товщину деталей, що зварюються.
- Вибрати електрод. Товщина залежить від глибини шва.
- Визначити силу струму. На пачках наводяться приблизні таблиці, що рекомендуються, але орієнтуватися варто на особисті відчуття. Силу струму краще вибирати максимально можливу, але не марнувати метал. Сила струму на стельових з’єднаннях нижче, ніж горизонтальних.
- Готуємо деталі – на товстих робимо фаску, виставляємо зазор прихватками. Очищаємо деталі від іржі та фарби.
Вчимося варити електросваркою
Підготувавши деталі до зварювання, виставивши приблизно силу струму та одягнувши спецодяг, можна готуватися до проведення безпосередньо зварювання.
Підключаємо апарат.
- Підключаємо дроти до зварювального апарату. Зазвичай користуються «зворотним» підключенням – мінус (маса) приєднується до поверхні, що зварюється, плюс – до держака. Пряме підключення використовується для рекомендацій виробників електродів.
- Перевіряємо держак. Він може бути саморобним чи заводського виготовлення. Головні вимоги – міцність фіксації електрода, можливість швидкої заміни, відсутність частин під напругою, теплоізольованість рукояті. Поганий контакт держака та кабелю викликає підвищений опір та нагрівання, відгоряння ізоляції.
- Підключаємо масу. Найпростіший спосіб – приварити її до металу, але краще використовувати затискні кліщі чи магнітну масу.
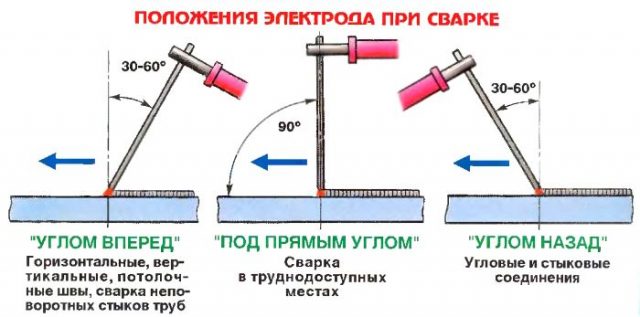
- Залежно від просторового положення, важливо вибрати кут підключення електрода до тримача. Зазвичай електрод повинен бути спрямований під кутом 45 градусів до деталі, що зварюється. Від нахилу електрода залежить глибина проплавлення та висота валика шва.
Вибираємо електроди
Є технологія самостійного виготовлення: дріт занурюється у рідке скло та обвалюється у піску з додаванням присадок – бури, соди, солей. Сьогодні у продажу є різні види електродів.
Розділяють електроди:
- Із основним покриттям. Вони тяжко підпалюються, але дають мало шлаку. Їх легко контролювати, якість шва висока. Вимагають гарної підготовки зварювальника.
- З рутиловим чи кислотним покриттям. Дають більше шлаку, потребують навичок. Легко підпалюються, шов краще захищений. Плюс цього покриття менша освіта газів при зварюванні, що добре позначається на здоров’ї. Під час навчання краще використовувати саме цей вид.
Діаметр вибирається, виходячи з товщини деталей, що зварюються. Чим товщі шов, тим вища сила струму, тим товщі електрод. Оптимально застосовувати, наприклад, електрод діаметром 3 мм для зварювання металу, товщиною 2 – 4 мм.

Запалюємо дугу
Зварювальники-початківці зіштовхуються зі складністю на початку. Запалити дугу правильно можна кількома способами:
- Чіркання. Простий спосіб, рух нагадує запалювання сірника. Виникла дуга утримується і перетворюється на початок шва. Мінус способу – напливи та бризки металу поза дугою.
- Удар. На кінчику електрода утворюється плівка із шлаку, дуга розгорітися не може. Щоб збити шлак, потрібно кілька разів легко стукати по поверхні. Виникла іскра дуги утримується і перетворюється на початок шва. У цьому методі електрод часто «залипає» — приварюється.
- Відривати марно, потрібно його «виламувати» рухами, що похитують.
Запалена дуга утворює зварювальну ванну. На початку зварювання робимо невеликий круговий рух – розмішуємо ванну.
Щоб слідів від запалення дуги на деталі не залишилося, користуємося такими лайфхаками:
- Чіркаємо по шву, запалюємо дугу і переводимо її на початок шва. Рухи не виходять за межі шва, а сліди запалювання дуги заварюються.
- Використовуємо стартову пластину. Підпалювати електрод і починати зварювання можна на шматку металу, що пристикований до початку шва. Після стартова пластина відламується чи зрізається.

Вибираємо силу струму
Щоб отримати зварювальну ванну, потрібно правильно визначити силу струму. Вона залежить від:
- Співвідношення діаметра електрода до товщини металу, що зварюється.
- Просторового становища.
- Швидкість рухів зварювальника.
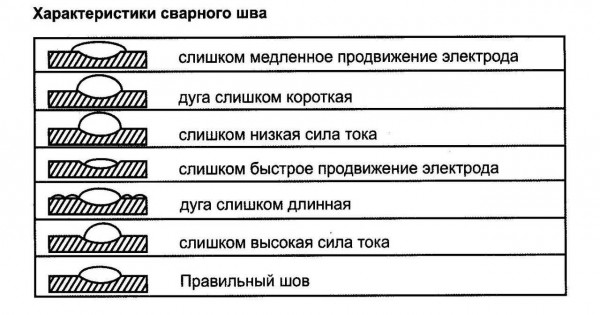
Перед початком роботи проварюється тренувальний шов. Правильно обрана сила струму визначається характером ванни.
Мала сила струму
Якщо дуга не підтримується, гасне, ванна виходить вузька
Велика сила струму
Рідка, неконтрольована ванна, метал, що витікає, бризки навколо шва, пропал
Досвідчені зварювальники ставлять максимальні значення – це допомагає варити швидше.
Горизонтальні шви варяться при високій силі струму, на вертикальних швах сила струму зменшується на 10-15%, стельові шви вимагають зниження на 20-30% відносно горизонтальних.
Тримаємо електрод правильно
На якість шва великий вплив має довжина дуги, траєкторія руху, швидкість зварювання та кут ведення електрода.
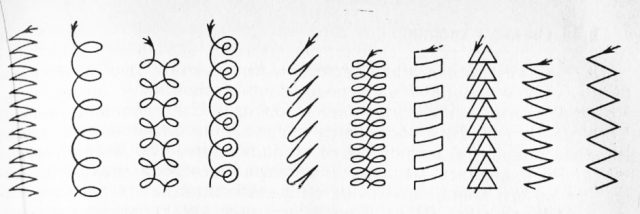
Рухи електрода
- Поворотно-поступальні рухи вздовж шва. Дають вузький шов із гарним прогріванням. Можна застосовувати при з’єднанні тонких деталей із невеликим зазором.
- Поперечні коливальні. Кожен зварник має свої «фірмові» переваги і звички — хтось веде півмісяцем, хтось «вісімкою», Z-подібне, багатовиткове коливання. Застосовується, якщо потрібно отримати широкий шов, за великого зазору або заварки фасок. Правило – чим товстіша деталь, тим довше потрібно затримуватися на її краях, щоб добре прогріти.
Довжина дуги
Часта помилка зварювальників-початківців — недотримання довжини дуги. “Коротка” дуга не прогріє метал, шов може вийти пористим і нерівномірним. “Довга дуга” перегріє метал, але розбризкає метал на поверхні. Стик не вийде, буде звивистим, неконтрольованим, із вкрапленнями шлаку та бризками навколо шва. Оптимально тримати довжину дуги 2-3 мм.
Швидкість ведення зварювання
Якщо варити дуже повільно, є ризик перегріву металу, пропалення. Шов вийде напівкруглим, опуклим.
Швидкий рух електрода призведе до непровару, уривчастого шва. Шов вийде вузький, із включеннями шлаку та раковинами.
Положення електрода
Класична рекомендація зварювальникам-початківцям — тримати електрод протягом усього шва під однаковим кутом.
Якщо тримати перпендикулярно, буде зайве прогрівання деталі, що може призвести до пропалу.
Малий кут нахилу призведе до утворення раковин, при цьому контролювати шов складніше.
Найкраще тримати під кутом 45 градусів.
Електрод не повинен “штовхати” шов, а “тягнути” його. Це забезпечує оптимальний прогрів, рівномірність шва, контрольованість звареної ванни.
Варимо правильно
Зварювання металу має багато особливостей та складнощів. Головне при веденні шва – не марнувати метал, при цьому проплавляти кромки.
Тонкий метал, корінь шва деталей із зазором можна зварювати методом у відрив. Запалюється дуга, утворюється зварювальна ванна. Електрод різко піднімається, дуга гасне, ванна починає остигати і знову запалюється дуга наприкінці неї.
Зварювання товстого металу, наплавлення тіла шва провадиться без відриву. Запалюється дуга, зварювальна ванна поступово ведеться вздовж шва. При необхідності відбуваються коливальні рухи.
Якщо електрод закінчився, очищаємо шлак. У місці завершення ванни утворюється западина кратер. Нова дуга розмішується в кратері попередньої, і зварювання йде далі.
Дефектуємо шов
Після проведення зварювання шов обов’язково очищається від шлаку. Якщо зварювання проведено добре, шлак відокремлюється одним ударом, легко. Поганий шов довго чиститься, шлак добре тримається за пори.
На які дефекти слід звернути увагу:
- Сплавлення кромок. Обидва краї мають бути рівномірно сплавлені.
- Підрізи. Краї деталей за високої сили струму розплавляються, виходять западини. Це послаблює метал.
- Раковини та шлакові включення.
- Висота та ширина валика.
- Луска валика.
Висновок
Щоб навчитися добре зварювати метал, потрібно знати теорію та багато практикуватися. Добре, якщо є людина, здатна вказати зварювальникові-початківцю на недоліки і способи їх усунення. Це сформує у зварювальника правильні звички, і шви завжди будуть рівними, якісними. Важливим чинником є ставлення зварювальника до своєї справи, бажання отримати якісніший шов, бажання милуватися «маленьким сонцем» на кінчику електрода.












